Sverige
|


On-line virvelströmsystem för rostfritt stål rakt svetsat rör ECN1002 / EFN1002
Projekt Överblick
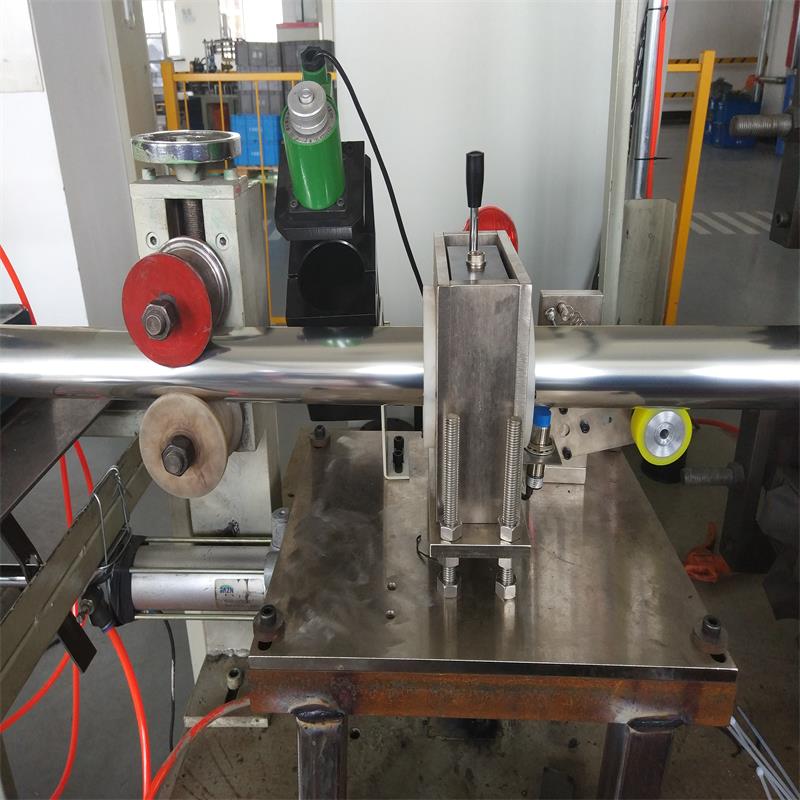
◆ Kunder tillverkar svetsade rör i rostfritt stål. On-line virvelströmssystem för automatisk upptäckt av brister installeras på den svetsade rörmaskinen.
◆ Egenskaper för argonbågsvetsning / plasmasvetsning: Denna svetsmetod används främst för längsgående svetsade rör i rostfritt stål och titanlegering. Den allmänna svetshastigheten är låg (0,52-10m / min).
◆ Den optimala detektionshastigheten för vanlig virvelström på nätet fel detektor är > 5m / min. Den ultralågvarviga virvelströmsdetektorn löser verkligen problemet med låghastighets online-upptäckt av argonbågsvetsning / plasmasvetsning. Den lägsta detektionshastigheten är 0,5 m / min. Detekteringskänsligheten och förhållandet mellan prestanda och brus överskrider de relevanta nationella standarderna.
◆ Alternativ för detektion av genomgående / sadeltyp: Det rekommenderas att detektering av genomgående typ används i specifikationen för φ0-40. Fördelen är att svets- och rörkroppen kan detekteras. Nackdelen är att varje specifikation måste vara utrustad med en sond och styrhylsa. > φ40 föreslog sadelsond, en sond kan täcka ett brett spektrum av specifikationer, ett visst specifikationsområde behöver inte ersätta sonden. Endast svetslägesfel kan upptäckas ..
◆ För detektion av fyrkantiga och specialformade rör används sadeltyp huvudsakligen.
Upptäck information om arbetsstycket
Namn på detekteringsobjekt
Rakt svetsat rör i rostfritt stål, runt rör
Material Rostfritt stål (2, 3-serien, etc.)
Dimension Specifikation 0-40
Svetsbredd -50-5mm, svetsvinkelavvikelse på 5 mm är acceptabel
Längd Onlinelinsträckning av längd, skärningsrör eller spole efter feldetektering
Böjningsgrad 1,5 mm / m (av detektionsstationen)
Cirkulär grad Cirkulärt rör ≦ 0,1 mm
Grovhet Rör vägg och svets (med borrar) ≦ 3.2
Hårdhet Hårdare
Onlinehastighet Svetshastighet: 0,50 ≦ 750 m / min (Instrumentdetekteringshastighet: 0,52-750m / min)
Detektionsdelstemperatur 80-100 ° C eller normal temperatur
Krav för upptäckt och Noggrannhetsstandard
Executive Detection Standard
Antal standard Standardnamn Kvalitet
GB / T 14480-2015 Ej förstörande testinstrument Virvel C ktuellt T Esting E quipment /
GB / T 7735-2016 Automatisk virvelströmtest för sömlöst och svetsat stålrör Högsta betyg
(utom undervattensbågsvetsning) defekter
Teknisk parameter för systemet
Systemets namn: On-line testningssystem för virvelström för rostfritt stål med rakt svetsat rör
Typ: ECN / EFN1002
Detekteringsmetod: On-line sadel dubbelkanals virvelströmavkänning
Kontrollläge: Automatisk + manuell
Instrument och sond: virvelströmsinstrument; Dual Channel Digital High Intelligence Eddy Current Flaw Detector and Sonde
Detektionsplattform: Kärndetekteringsplattform utvecklas självständigt
Kort introduktion av upptäcktsdrift:
Justera de tekniska parametrarna och standardproverna av feldetektor enligt testkraven;
Justera sondens och sondens position enligt arbetsstyckets specifikationer;
Feldetekteringssystemet upptäcker arbetsstycket, larm och märken;
Justera svetsutrustning (mögel, svetsfog) enligt larm;
Dataregistrering, lagring och analys utförs av feldetekteringsvärden;
Formera automatiskt feldetekteringsrapport.
Viktiga parametrar för systemet
namn Teknisk parameter Anmärkningar
End Blind Area ≦ 50m Beroende på testhastighet
Stabilitet Efter 16 timmar ≦ 2dB Testprov
Jetprint-noggrannhet ± 50 mm Testprov
Omissiv domstakt 0% Testprov
Felrapporteringsfrekvens ≦ 2% Testprov
Testfart 0,50 ≦ 750m / min Beroende på kundens svetshastighet,
Argon bågsvetsning kommer att justeras enligt den snabbaste hastigheten kan nå 750 m / min
till kundens svetshastighet. (detta projekt är argon av rostfritt stål
båge svetsning, hastigheten är långsammare)
Principen för genomgående typ av vildströmtest
Virvelströmdetektering är att etablera växelvis magnetfält genom att närma sig ledaren till spolen med växelström (benämnd sonden). Det växlande magnetfältet passerar genom ledaren och producerar elektromagnetisk induktion med den och etablerar virvelström i ledaren. Virvelströmmen i ledaren kommer också att producera sitt eget magnetfält.

namn: Cynthia
Företagets telefon: +86 18121053868
E-post: Kontakta oss
Mobiltelefon: +86 15062667823
Hemsida: wehans.sweb2b.com
Adress: Building 1, No. 268, Dengyun Road, Yushan Town, Kunshan City, JIangsu Province, China.

































 Användarnamn
Användarnamn